Mesrefa giştî ya veberhênerek ji bo santraleke galvanîzasyonê ya germ-dip di sê kategoriyên sereke de ye. Ev Amûrên Sermayeyê, Binesazî û Operasyon in.bihayê alavên galvanîzasyona germ-diptiştên sereke dihewîne. Ev tişt çaydanka galvanîzekirinê, tankên pêş-dermankirinê û pergalên hilgirtina materyalan in. Mesrefên binesaziyê sazkirina erd, avahî û karûbarê vedihewîne. Mesrefên xebitandinê lêçûnên berdewam ên ji bo madeyên xav, enerjî û kedê ne.
Bazara galvanîzasyona germ-dip potansiyeleke mezinbûnê ya xurt nîşan dide. Ev mezinbûn ji hêla veberhênanên binesaziyê û daxwaza materyalên berxwedêr ên korozyonê ve tê rêvebirin. Bazara hilberên mînaxetên galvanîzekirina lûleyanberfirehtir dibe.
| Metrîk | Giranî |
|---|---|
| Mezinahiya Bazarê di 2024an de | 62.39 Mîlyar Dolarê Amerîkî |
| Mezinahiya Bazarê di sala 2032an de | 92.59 Mîlyar Dolarê Amerîkî |
| CAGR (2025-2032) | %6.15 |
Xalên Sereke
- Sazkirinakargeha galvanîzekirinêmesrefên alav, erd û avahiyan zêde dike. Amûrên sereke jî kelka galvanîzekirinê û makîneyên veguhestina pola ne.
- Xebitandina kargeheke galvanîzasyonê lêçûnên berdewam hene. Ev lêçûn kirîna zînkê, dayîna enerjiyê û dayîna mûçeyê karkeran dihewîne.
- Bihayê çînkoyê gelek caran diguhere. Ev guhertin bandorê li ser lêçûnên rojane yên xebitandina santralê dike.
Veberhênana Destpêkê: Buhaya Amûr û Binesaziya Galvanîzasyona Germ-Dip
Veberhênana destpêkê astengiya herî girîng a darayî temsîl dike dema ku tesîseke galvanîzekirinê tê damezrandin. Ev qonax hemî lêçûnên pêşîn ên li ser alav, avahiyên fîzîkî û sazkirinê vedihewîne. Mesrefa giştî li gorî kapasîteya armanckirî ya tesîsê, asta otomasyonê û cîhê erdnîgarî pir diguhere. Tesîseke bingehîn ji bo tiştên piçûk dibe ku bi qasî 20,000 $ dest pê bike. Xeteke hilberandina domdar a di pîvana mezin de dikare ji 5,000,000 $ derbas bibe.
Nimûneyek dabeşkirina veberhênanê ji bo santralek navîn belavkirina lêçûnan nîşan dide.
| Liq | Biha (INR Lakh) |
|---|---|
| Erd û Binesaziyê | 50 – 75 |
| Makîne û Amûr | 120 – 200 |
| Envantera Sînkê | 15 – 30 |
| Karker û Xizmetguzarî | 10 – 15 |
| Lîsans û Pabendbûn | 5 – 10 |
| Tevahî Veberhênana Destpêkê | 200 – 300 |
Çaydanka Galvanîzekirinê: Mezinahî û Materyal
Ewçaydanka galvanîzekirinêdilê operasyonê û ajokerek lêçûna sereke ye. Pîvanên wê - dirêjahî, firehî û kûrahî - mezinahiya herî zêde ya berhemên pola yên ku kargeh dikare pêvajo bike diyar dikin. Çaydanek mezintir bêtir zincê heliyayî digire, ji bo germkirinê bêtir enerjiyê hewce dike û bihayê giştî yê alavên galvanîzasyona germ-dip zêde dike. Çaydan bi gelemperî ji pola kêm-karbon, kêm-sîlîkonê ya taybetî têne çêkirin da ku li hember korozyonê ji zincê heliyayî li ber xwe bidin. Kalîteya materyalê rasterast bandorê li temenê çaydankê û pirbûna guheztinê dike.
Tankên Pêş-Dermankirinê
Berî galvanîzekirinê, divê pola rêzek gavên paqijkirinê derbas bike. Ev pêvajo di tankên pêş-dermankirinê de pêk tê. Hejmar û mezinahiya van tankan bi rêjeya veguhastinê ya xwestî û rewşa pola ya hatî ve girêdayî ye. Xeteke pêş-dermankirinê ya tîpîk çend qonaxan dihewîne:
- Paqijkirina rûn:Rûn, ax û xwê ji holê radike.
- Şuştin:Kîmyewiyên rakirina rûnê dişo.
- Tirşkirin:Ji bo rakirina qalikê aşê û zengrê asîdê (wek asîda hîdroklorîk) bi kar tîne.
- Şuştin:Asîdê dişo.
- Herikîn:Berî şuştinê ji bo pêşîgirtina ji nû ve oksîdasyonê, çareseriyek klorîda amonyûm a zînkê bikar tîne.
Ev tank bi gelemperî ji materyalên wekî polîpropîlen an plastîka bi fîberê xurtkirî (FRP) têne çêkirin da ku li hember kîmyewiyên korozîf bisekinin.
Sîstemên Desteserkirina Materyalan
Birêvebirina materyalan a bi bandor ji bo hilberîn û ewlehiyê pir girîng e. Ev sîstem pola di her qonaxa pêvajoyê re vediguhezînin. Hilbijartina di navbera pergalên destî, nîv-otomatîk û bi tevahî otomatîk de bandorek girîng li ser veberhênana destpêkê dike.
| Cureyê Sîstemê | Rêzeya Bihayê Navînî (USD) |
|---|---|
| Xeta Nîv-Otomatîk | 30,000 $ – 150,000 $ |
| Xeta Bi Tevahî Otomatîk | 180,000 $ – 500,000 $ |
| Kargeha Mifteyê ya Taybet | 500,000 dolar+ |
Not:Lêçûna destpêkê ya hilgirtina destî kêmtir e lê pir caran dibe sedema lêçûnên demdirêj ên bilindtir. Ev lêçûn ji qezayên cihê kar, zirara hilberê û hilberîna hêdîtir tên. Sîstemên otomatîk hewceyê veberhênanek destpêkê ya mezintir û operatorên jêhatî ne. Lêbelê, ew bi demê re bi saya zêdebûna karîgeriyê û jîngehek xebatê ya ewletir, lêçûnek mezintir peyda dikin. Bi otomasyonê re bihayê alavên galvanîzasyona germ-dip zêde dibe, lê qezenca demdirêj a kargehê jî zêde dibe.
Sîstemên Germkirin û Dermankirina Dûmanê
Çaydanka galvanîzekirinê ji bo ku zincê di germahiya nêzîkî 840°F (450°C) de heliyaye, pêdivî bi pergaleke germkirinê ya bihêz heye. Şewatkarên gaza xwezayî yên bi leza bilind vebijarkek gelemperî ne. Bi qasî wê girîng e pergala dermankirina dûmanê jî. Pêvajoya galvanîzekirinê dûman û tozên xeternak çêdike ku ji bo bicîhanîna rêziknameyên jîngehê hewceyê girtin û dermankirinê ne.
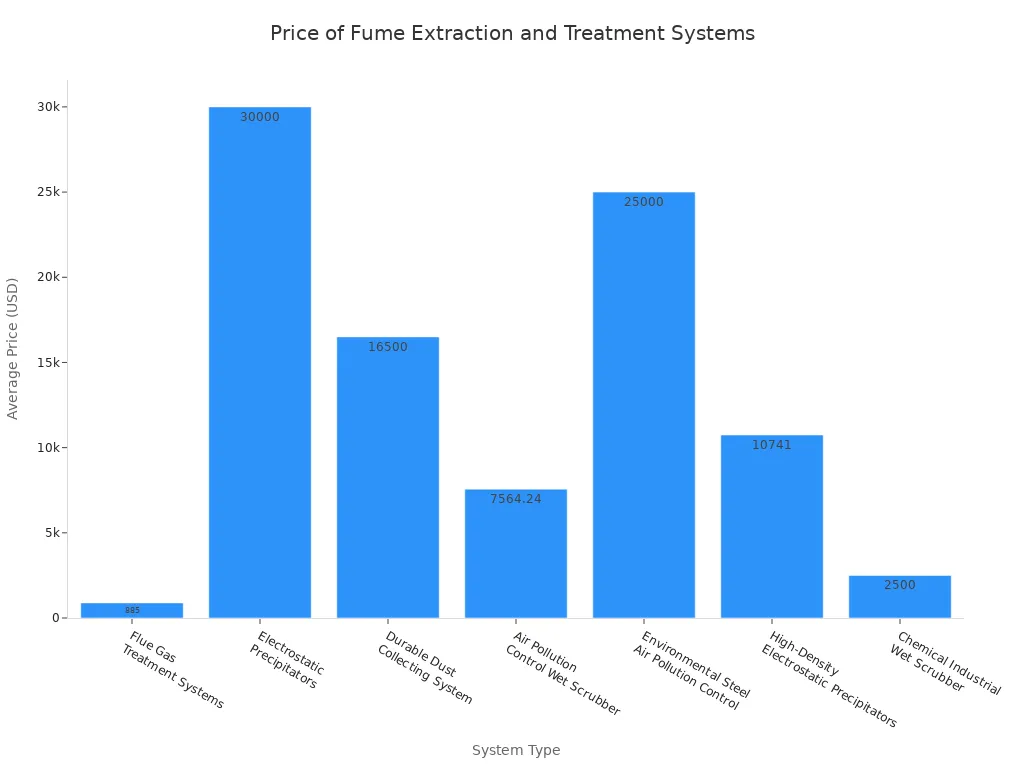
Lihevhatina bi standardên Ajansa Parastina Jîngehê (EPA) an Yekîtiya Ewropî (EU) re ne mumkin e ku were nîqaşkirin. Li Amerîkaya Bakur, %70ê şîrketên hilberînê ji bo bicihanîna standardên kalîteya hewayê, pêşanî didin nûvekirina pergalên fîlterasyonê. Karsazî amade ne ku ji bo pergalên ku lihevhatinê garantî dikin û fîlterasyona bilindtir pêşkêş dikin, prîmek %10-15 bidin. Ev yek pergala dermankirina dûmanê dike beşek girîng a budçeyê.
Erd û Avakirin
Mesrefa erd û avakirinê bi giranî bi cihê kargehê ve girêdayî ye. Kargeheke galvanîzekirinê ji bo ku tevahiya xeta hilberînê, ji hatina pola bigire heya depoya berhemên qedandî, cîh bigire, pêdivî bi cihekî girîng heye. Avahiyê bi xwe xwedî hewcedariyên sêwirana taybetî ye. Divê banên wê yên bilind hebin da ku krênên jorîn bixebitin û bingehên wê yên zexm hebin da ku alavên giran ên wekî çaydankê piştgirî bikin. Binesaziya hewakirinê ya guncaw jî ji bo birêvebirina germahî û kalîteya hewayê li seranserê tesîsê girîng e. Ev faktor erdên bi herêmên pîşesaziyê û avakirina taybetî dikin beşek girîng a lêçûna sermayeya destpêkê.
Xizmetguzarî û Sazkirin
Santrala galvanîzasyonê xerckerek sereke ya enerjiyê ye, bi taybetî gaza xwezayî û elektrîkê. Sazkirina girêdanên karûbarê kapasîteya bilind lêçûnek yek-carî ya girîng e. Mesrefên sazkirina xeta gaza xwezayî li gorî çend faktoran diguherin:
- Dûrahiya ji dabînkirina gazê ya sereke
- Aloziya kolandin û sazkirinê
- Cureyê materyalê boriyê yê ku tê bikar anîn (mînak, pola, HDPE)
Mesrefên sazkirinê ji bo xeta gazê ya nû dikarin ji 16 $ heta 33 $ ji bo her lingê xêzikî bin. Xetek nû ku ji kolanê heta tesîsê dirêj dibe dikare bi hêsanî ji 2,600 $ derbas bibe, û projeyên pîşesaziyê yên tevlihev pir zêdetir lêçûn dikin. Bi heman awayî, avakirina girêdanek elektrîkê ya kapasîteya bilind ji bo motor, kran û kontrolan hewceyê hevrêziyê bi dabînkerên karûbarên herêmî re dike û dikare pêvajoyek tevlihev û biha be. Sazkirina hemî makîneyan pêkhateya dawîn e ku beşdarî bihayê giştî yê alavên galvanîzasyona germ-dip dibe.
Mesrefên Xebatê yên Berdewam

Piştî sazkirina destpêkê, akargeha galvanîzekirinêTenduristiya darayî ya şîrketê bi birêvebirina lêçûnên wê yên xebitandinê yên berdewam ve girêdayî ye. Ev lêçûnên dubare rasterast bandorê li ser bihayê hilbera galvanîzekirî ya dawîn û qezenca giştî ya kargehê dikin. Rêveberiya baldar a madeyên xav, enerjî, ked û lênêrînê ji bo serkeftina demdirêj girîng e.
Madeyên Xav: Çînko û Kîmyewî
Madeyên xav beşa herî mezin a budceya xebitandinê ya kargehekê pêk tînin. Çînko pêkhateya herî krîtîk û biha ye. Bihayê zînka Asta Bilind a Taybet (SHG) li gorî dabînkirin û daxwaza gerdûnî diguhere, ev yek jî wê dike xercek guhêrbar ku rêveberên kargehê divê ji nêz ve bişopînin. Endeksên bazarê, wekî 'Prîma Rotterdamê ya di depoya Rotterdamê de ya asta bilind a taybet a zînkê' ku ji hêla Argus Metals ve tê peyda kirin, ji bo bihayê pîvanek pêşkêş dikin.
Bihayê zincê dikare di navbera dabînker û herêman de pir cûda bibe.
| Danasîna Berhemê | Paqijî | Rêzeya Bihayê (USD/ton) |
|---|---|---|
| Çînkoya Taybet a Asta Bilind | %99.995 | 2,900 dolar – 3,000 dolar |
| Çînkoya Pola Bilind | %99.99 | 2,300 dolar – 2,800 dolar |
| Çînkoya Standard | %99.5 | 1,600 dolar – 2,100 dolar |
Not:Bihayên li jor mînakî ne û rojane diguherin. Xwediyê kargehekê divê zincîrên dabînkirinê yên pêbawer ava bike da ku bihayên reqabetê misoger bike.
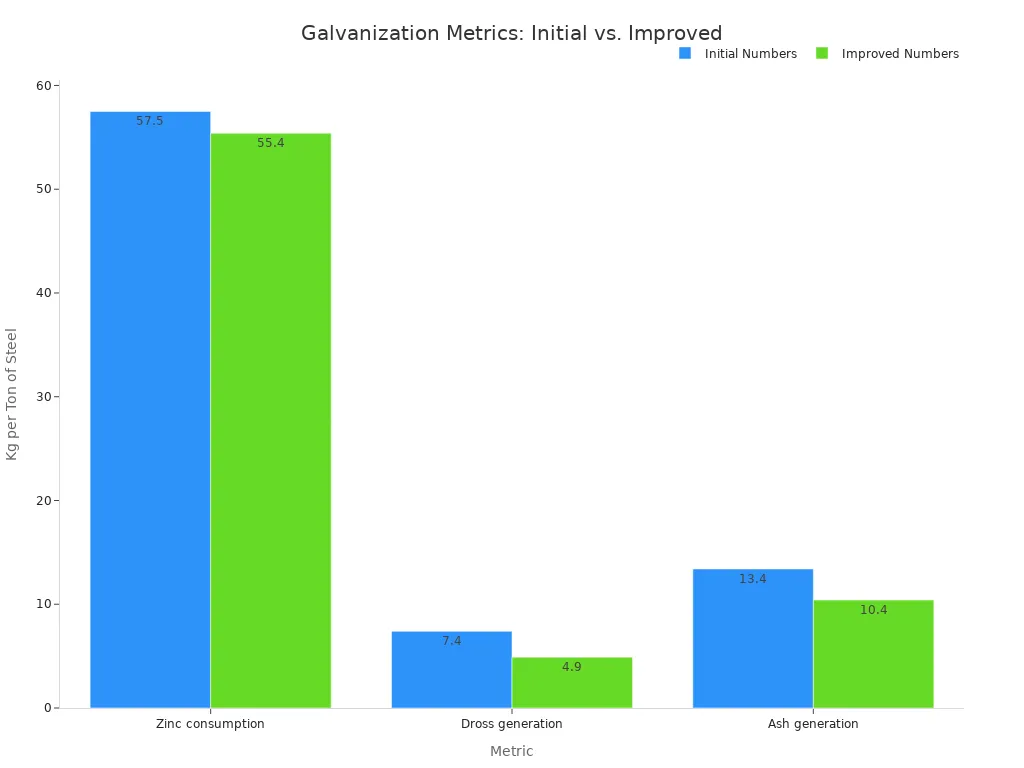
Xerckirina zincê ya kargehekê ji bilî pêçandina pola bêtir tiştan dihewîne. Pêvajo her wiha berhemên alîgir ên wekî çopa zincê (aloyek hesin-zincê) û xweliya zincê (oksîda zincê) diafirîne. Ev berhemên alîgir windabûna zincê ya bikêrhatî temsîl dikin. Lêbelê, başkirinên pêvajoyê dikarin vê bermayiyê bi girîngî kêm bikin. Operasyonên bi bandor dibin sedema xerckirina kêmtir û hilberîna berhemên alîgir ên kêmtir, rasterast lêçûnên materyalan kêm dikin.
Madeyên xav ên din ên girîng kîmyasalên ji bo pêvajoya pêş-dermankirinê ne. Ev in:
- Ajanên paqijkirina rûnêji bo paqijkirina pola.
- Asîda hîdroklorîk an sulfurîkji bo tirşkirinê.
- Klorîda amonyûmê ya zînkêji bo çareseriya fluxê.
Mesrefa van kîmyewiyan, ligel hilanîn û avêtina wan a ewle, li tevahiya lêçûnên xebitandinê zêde dike.
Xerckirina Enerjiyê
Santralên galvanîzasyonê operasyonên ku enerjiyê zêde dikin in. Du lêçûnên sereke yên enerjiyê gaza xwezayî û elektrîk in.
- Gaza natûral:Sîstema firnê mîqdarên mezin ên gaza xwezayî dixwe da ku bi sedan ton zincê di 840°F (450°C) de bi şev û roj helandî bihêle.
- Elatrîk:Motorên bi wattên bilind krênên jorîn, pomp û fanên derxistina dûmanê dixebitînin.
Veberhênana li teknolojiya teserûfa enerjiyê dikare van lêçûnan bi awayekî berbiçav kêm bike. Mînakî, sêwirana sobeyên nûjen dikare hewcedariyên enerjiyê yên salane ji %20 zêdetir kêm bike. Sîstemeke başkirî dikare karanîna enerjiyê ji399.3 MJ/tonji pola tenê307 MJ/tonEv kêmbûna %23 di xerckirinê de rasterast vediguhere teserûfên darayî yên girîng û şopa karbonê ya kêmtir, ku çêtirkirina enerjiyê dike armancek sereke ji bo her santrala nûjen.
Kar û Perwerde
Hêza kar a jêhatî û bikêrhatî motora kargehek galvanîzekirinê ye. Mesrefên kedê lêçûnek sereke ya xebitandinê ne û li gorî cihê erdnîgarî û qanûnên mûçeyên herêmî diguherin. Rolên sereke di kargehekê de ev in:
- Operatorên kranê
- Karkerên jigging (daleqandin) û ji-jigging pola
- Operatorên çaydankê an "dippers"
- Zencîre (ji bo qedandinê)
- Mufetîşên Kontrola Kalîteyê
- Teknîsyenên lênêrînê
Perwerdehiya rast ne lêçûnek e, lê veberhênanek e. Tîmek baş perwerdekirî bi ewlehî û bi bandortir dixebite. Ev yek qezayên li cihê kar kêm dike, zirara li ser hilberên xerîdaran kêm dike, û kalîteyek domdar misoger dike. Bernameyên perwerdehiyê yên berdewam alîkariya karmendan dikin ku li ser baştirîn pratîkên ji bo ewlehî, pabendbûna jîngehê û karîgeriya xebitandinê agahdar bimînin, di dawiyê de hilberîn û navûdengê kargehê zêde dike.
Parastin û Parçeyên Yedek
Amûrên mekanîkî yên ku di hawîrdorek dijwar û germahiya bilind de dixebitin hewceyê baldariyek domdar in. Bernameyek lênêrînê ya proaktîf ji bo pêşîgirtina li têkçûnên ji nişka ve û rawestandina hilberînê ya biha pir girîng e.
Serişteya Pispor:Bernameyeke lênêrînê ya plansazkirî ji tamîrên awarte erzantir e. Plansazkirina muayeneyên birêkûpêk ji boteşt, krên, û sîstema dûmanê pêbaweriyê misoger dike û temenê alavên biha dirêj dike.
Çalakiyên sereke yên lênêrînê lênêrîna firnê, teftîşa kranê, û paqijkirina pergala dermankirina dûmanê ne. Divê santralek ji bo stokek ji perçeyên yedek ên bingehîn jî budçeyê çêbike. Perçeyên yedek ên hevpar ev in:
- Şewitandin û termocûple ji bo firnê
- Morkirin û împelerên pompê
- Fîlter ji bo sîstema derxistina dûmanê
- Pêkhateyên elektrîkê yên wekî têkilî û relayan
Hebûna van parçeyan dihêle ku tamîrên bilez werin kirin, dema bêhnvedanê kêm bibe û xeta hilberînê bixebite.
Mezinahiya çaydankê, binesazî û bihayên zincê ajokarên sereke yên lêçûnê ne. Kapasîte, otomasyon û cihê kargehekê veberhênana dawîn diyar dikin. Buhaya alavên galvanîzasyona germ-dip pir diguhere. Veberhêner divê di dema plansazkirinê de dema vegerandina drav li ber çavan bigirin.
- Dema vegerandina texmînkirî ya santralek nû divê 5 sal an kêmtir be.
Bexşîş:Ji bo texmînek rast, bi hilberînerên santralan re şêwir bikin da ku pêşniyarek berfireh û xwerû bistînin.
Dema şandinê: Kanûn-02-2025